Кожух индукционной печи, Схемы индукционных печей
Оджаг Печи для пиццы Тандыр Чименея. Если горизонтальный размер полюсов магнитопровода превышает горизонтальный размер ванны тигля, то увеличатся этот размер магнитопровода, расход материала и энергии, поток рассеяния. Индукционные печи.
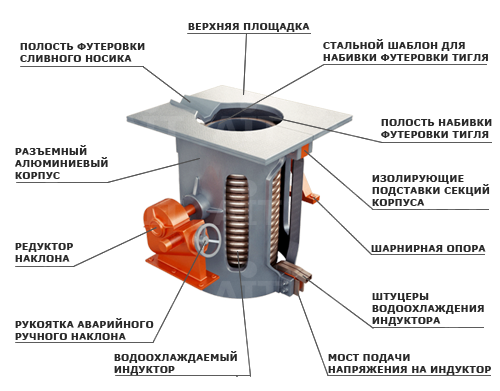
Для обеспечения надежного питания при эксплуатации и в аварийных случаях приводные двигатели механизмов наклона индукционной печи, вентилятора, привод загрузочно-разгрузочных устройств и системы управления питаются от отдельного трансформатора собственных нужд. Схема индукционной тигельной печи. Промышленные индукционные тигельные печи емкостью более 2 т и мощностью свыше кВт питаются от трехфазных понижающих трансформаторов с регулированием вторичного напряжения под нагрузкой, подключаемых к высоковольтной сети промышленной частоты.
Печи выполняют однофазными, и для обеспечений равномерной нагрузки фаз сети в цепь вторичного напряжения подключают симметрирующее устройство, состоящее из реактора L с регулированием индуктивности методом изменения воздушного зазора в магнитной цепи и конденсаторной батареи Сс, подключаемых с индуктором по схеме треугольника см.
АРИС на рис. Силовые трансформаторы мощностью , и кВ-А имеют 9 - 23 ступени вторичного напряжения с автоматическим регулированием мощности на желаемом уровне.
Печи меньших емкости и мощности питаются от однофазных трансформаторов мощностью - кВ-А, при потребляемой мощности свыше кВт также устанавливают симметрирующие устройства, но на стороне ВН силового трансформатора. При меньшей мощности печи и питании от высоковольтной сети 6 или 10 кВ можно отказаться от симметрирующего устройства, если колебания напряжения при включении и выключении печи будут находиться в допустимых пределах.
Печи снабжаются регуляторами электрического режима АРИР, которые в заданных пределах обеспечивают поддержание напряжения, мощности Рп и cosфи путем изменения числа ступеней напряжения силового трансформатора и подключения дополнительных секций конденсаторной батареи.
Регуляторы и измерительная аппаратура размещены в шкафах управления. Схема питания индукционной тигельной печи от силового трансформатора с симметрирующим устройством и регуляторами режима печи: ПСН — переключатель ступеней напряжения, С — симметрирующая емкость, L — реактор симметрирующего устройства, С-Ст - компенсирующая конденсаторная батарея, И — индуктор печи, АРИС — регулятор симметрирующего устройства, АРИР — регулятор режима, 1K—NK — контакторы управления емкостью батареи, ТТ1, ТТ2 — трансформаторы тока.
Печи оснащены автоматическими регуляторами электрического режима, системой сигнализации «проедания» тигля для высокотемпературных печей , а также сигнализацией о нарушении охлаждения в водоохлаждаемых элементах установки. Схема питания индукционной тигельной печи от машинного преобразователя средней частоты со структурной схемой автоматического регулирования режима плавки: М — приводной двигатель, Г —генератор средней частоты, 1K—NK — магнитные пускатели, ТИ — трансформатор напряжения, ТТ — трансформатор тока, ИП — индукционная печь, С — конденсаторы, ДФ — датчик фазы, ПУ — переключающее устройство, УФР — усилитель-фазорегулятор, 1КЛ, 2КЛ — линейные контакторы, БС — блок сравнения, БЗ — блок защиты, ОВ — обмотка возбуждения, РН — регулятор напряжения.
Схема индукционной закалочной установки. Помимо источника питания М—Г схема включает в себя силовой контактор К, закалочный трансформатор ТрЗ, на вторичную обмотку которого включен индуктор И, компенсирующую конденсаторную батарею Ск, трансформаторы напряжения и тока ТН и 1TT, 2ТТ, измерительные приборы вольтметр V, ваттметр W, фазометр и амперметры тока генератора и тока возбуждения, а также реле максимального тока 1РМ, 2РМ для защиты источника питания от коротких замыканий и перегрузок. Принци работы индукционной тигельной печи основан на трансформаторнам принципе передачи энергии индукцией от первичной цепи ко вторичной.
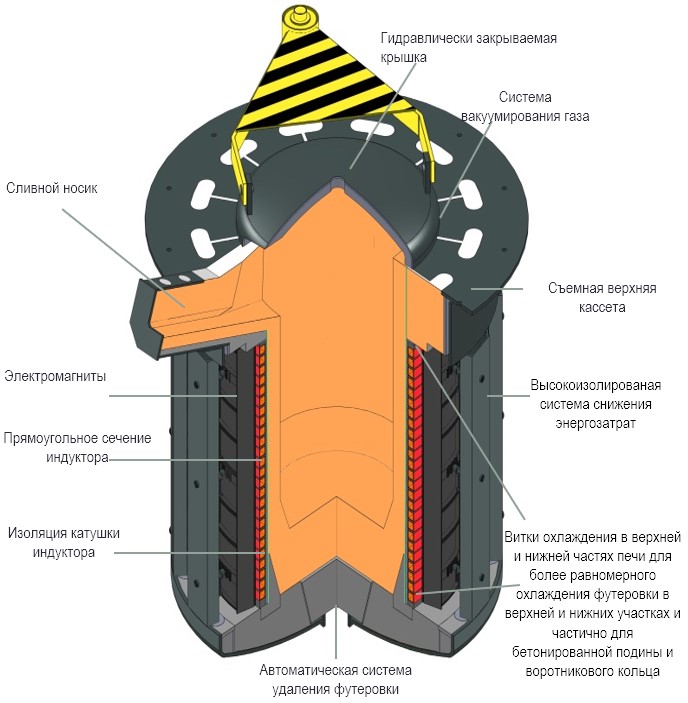
Поставляемая к первичной цепи электрическая энергия переменного тока превращается в электромагнитную, которая во вторичной цепи переходит снова в электрическую, а затем в тепловую. Эта тепловая энергия эффективно расплавляет большинство известных металлов в индукционных тигельных печах. В конструкции плавильных узлов печей данного типа отсутствуют магнитопроводы, поэтому алюминиевый корпус не защищен от магнитного поля индуктора.
Для уменьшения нагрева U-образного магнитопровода 1 индукционными вихревыми токами Фуко он может быть изготовлен из пластин электротехнической трансформаторной стали толщиной 0,,5 мм при промышленной частоте 50 Гц; толщиной 0,,15 мм - при повышенной частоте до Гц. С увеличением частоты толщина пластины уменьшается. Возможно изготовление небольших магнитопроводов для лабораторных печей и из магнитомягких ферритов, особенно при частоте более Гц.
Основание 6 можно выполнять из отдельных элементов для создания под печью пространства, через которое может стечь в аварийную емкость расплав из треснувшего или прогоревшего тигля. Основание 6 способствует также охлаждению U-образного магнитопровода 1. Витки индуктора 4 охватывают горизонтальную часть U-образного магнитопровода 1 между полюсами и расположены преимущественно в вертикальной плоскости в один, два или более слоев.
Тигель 2 с ванной 3 размещен над индуктором 4 между полюсами N и S U-образного магнитопровода 1 с минимально возможным зазором или без него. Горизонтальный размер полюсов N и S магнитопровода 1 не превышает горизонтальный размер ванны 3 тигля 2. Индуктор 4 может быть защищен от внешних воздействий, особенно при утечке расплава из треснувшего тигля, неэлектропроводным кожухом 7 полностью со всех сторон или частично, например только сверху тигля 2.

В межполюсном пространстве U-образного магнитопровода 1 индуктор 4 с кожухом 7 занимают его нижнюю часть. Оставшаяся верхняя часть этого пространства является рабочим объемом и предназначена для размещения тигля 2. Кожух 7 может быть одно- или многослойным, например внешний слой из асбоцемента, a внутренние слои из разных пластмасс.
Витки индуктора 4 могут быть выполнены из медной трубки, как у аналогов, с таким же охлаждением проточной водой, или из сплошных медных проводников: гибкого кабеля, провода или шинки. При использовании неизолированных проводников возможна их изоляция после изготовления индуктора 4 путем его пропитки или заливки компаундом, например эпоксидным.
На витках индуктора 4 целесообразно наличие электроизоляционного слоя, особенно при охлаждении путем подачи жидкого или газообразного хладагента в полость герметичного кожуха 7. Наличие магнитопровода 1 позволяет снизить напряжение питания индуктора 4 и, как следствие, опасность пробоя изоляции. Хладагентами могут быть эмульсии, трансформаторное масло, негорючие силиконовые жидкости, дистиллированная или водопроводная вода, жидкий азот, углекислота, охлажденный сжатый воздух.
Подача хладагента, в том числе водопроводной воды, в кожух 7 непосредственно на внешнюю поверхность электроизолированных витков индуктора 4, а не внутрь их, уменьшает его расход, давление подачи и требования по его подготовке, а также способствует охлаждению магнитопровода 1.
Печь может быть дополнительно оснащена источником подачи хладагента не показан. Тигель 2 с ванной 3 размещен над индуктором 4 между полюсами N и S U-образного магнитопровода 1. Тигель 2 и ванна 3 могут быть выполнены цилиндрической формы, то есть иметь в плане конфигурацию круга, или в виде параллелепипеда, то есть иметь в плане конфигурацию квадрата или прямоугольника.
Форма тигля 2 и ванны 3 особенно в виде прямоугольника по сравнению с цилиндрической формой повышает полезное использование магнитного потока, создаваемого индуктором 4, и целесообразна для печей повышенной вместимости.
Горизонтальный размер ванны 3 вдоль полюса целесообразно выполнять не менее соответствующего размера полюса. Высота ванны целесообразна также не менее верхнего уровня магнитопровода 1. При этом ванна 3 занимает практически весь рабочий объем межполюсного пространства U-образного магнитопровода 1, за исключением толщин ее днища и двух боковых стенок, обращенных к полюсам, и пронизывается рабочим магнитным потоком.
Соотношение между высотой, длиной и шириной ванны 3 тигля 2 определяется удобством загрузки шихты и слива расплава, а также минимизацией расхода энергии на расплавление шихты.
Футеровка ванны 3 может быть выполнена наборной из огнеупорных изделий, в частности кирпича, или набивной из сыпучих огнеупорных материалов. Ее толщина зависит от температуры расплава.
Так, для алюминиевых сплавов толщина футеровки составляет более 75 мм, а для стали является равной или более мм. Тигель 2 может быть установлен на опоры 8, укрепленные на полюсах магнитопровода 1, или на выступы не показаны магнитопровода 1.
Опоры 8 и выступы могут предохранить кожух 7 и индуктор 4 от расплава, вытекшего через трещины боковых стенок тигля 2. При этом тигель 2 может быть не съемным, так как скреплен с магнитопроводом 1, в том числе путем выполнения набивной футеровки стенок тигля 2, исключающей зазор между ней и полюсом. При этом устройство 5 для слива расплава поворачивает всю печь. Тигель 2 может быть подвешен на петлях или цапфах 9, расположенных на противоположных сторонах тигля и опирающихся на верхние торцы магнитопровода 1 непосредственно или с помощью промежуточных деталей, например прокладок, консолей не показаны.
Причем тигель 2 в данном случае не скреплен с магнитопроводом 1, имеет относительно него и кожуха 7 минимально возможные зазоры, что позволяет поворачивать только тигель 2 устройством 5 для слива расплава или извлекать тигель 2 из рабочего объема магнитопровода 1 другим устройством, например подъемником не показан. Для минимизации зазора между тиглем 2 и индуктором 4 с кожухом 7 и обеспечения поворота в случае центрального в плоскости симметрии расположения цапф 9 днище тигля 2 и ванны 3 могут быть выполнены криволинейными.
Цапфы 9 могут быть расположены и у свободных боковых стенок прямоугольного тигля 2 и использованы для поворота тигля 2 или извлечения его из рабочего объема магнитопровода 1 и переноса к разливочному стенду или машине не показаны. Поворот только тигля 2 обеспечивается гораздо меньшими затратами энергии, чем всей печи. Для поворота тигля 2 при сливе и подвешивании его цапфы 9 предпочтительнее петель. Съемный, в том числе переносной, тигель 2 наиболее удобен цельнометаллический из тугоплавкого электропроводного материала, например стали, титана.
Для укрепления съемного футерованного тигля 2 вблизи его внешней поверхности в футеровке размещен металлический решетчатый каркас, скрепленный по меньшей мере с двумя цапфами 9. Каркас может быть выполнен из сетки в виде корзины, перфорированного листа, толстой проволоки, прутка, трубок, узких пластин.
Дискретные металлические элементы решетчатого каркаса желательно выполнять минимально возможной толщины или диаметра из малоэлектропроводных сплавов и располагать с максимально возможным расстоянием друг от друга. При этом они мало нагреваются и «пропускают» большую часть магнитного потока к кускам шихты. Устройство 5 для слива расплава может быть выбрано из наиболее подходящих для принятых габаритов и массы всей печи известных конструкций.
Наиболее удобна для этого электроталь грузоподъемностью до 10 т с гибкой подвеской монорельса, позволяющей отвести электроталь на мм от номинальной оси подвески и обслуживать площадь шириной до мм. Предложенная электромагнитная индукционная тигельная плавильная печь с U-образным магнитопроводом и горизонтальным магнитным потоком работает следующим образом.
После загрузки электропроводных компонентов шихты в ванну 3 до верхнего уровня тигля 2 индуктор 4 подключается к источникам подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов не показаны. При этом магнитопроводом 1 и индуктором 4 образован своеобразный электромагнит, в связи с чем печь является электромагнитной.

Число витков индуктора, величину и частоту напряжения и тока определяют расчетом. При прохождении электрического тока по индуктору 4 создается электромагнитное поле, намагничивающее U-образный магнитопровод 1. Он увеличивает значение индукции этого поля до и более раз и направляет в межполюсное рабочее пространство U-образного магнитопровода 1 в виде горизонтального магнитного потока. Степень увеличения значения индукции зависит в основном от магнитной проницаемости материала магнитопровода 1, величины индукции поля, создаваемого индуктором 4, его частоты и расстояния между полюсами.
При увеличении проницаемости и индукции она повышается, а с увеличением частоты и расстояния между полюсами - понижается. Поэтому целесообразна прямоугольная форма тигля 2, уменьшающая это расстояние, когда большие стороны тигля 2 обращены к полюсам. Границы рабочего магнитного потока определяются высотой и шириной полюсов.
За их пределами распространяется магнитный поток рассеяния, в основном между торцами магнитопровода 1.

Для его полезного использования и значительного уменьшения распространения за пределами магнитопровода 1 целесообразно равенство или некоторое превышение соответствующих размеров ванны 3 над указанными размерами полюса.